

SMT超大尺寸贴片加工工艺优势与行业应用指南
SMT超大尺寸贴片加工,是应对高端电子设备制造需求的关键工艺,它突破了传统贴装产线的尺寸限制,通过对长边超500mm的大型PCB板进行高精度、高效率的组件贴装与焊接,实现了整板功能的高度集成。这项技术不仅能减少模块间连接、提升信号完整性,更能显著优化整体结构,是驱动工业控制、医疗影像及大屏显示等领域产品创新的核心技术,对提升最终产品的可靠性与性能至关重要,本文是SMT超大尺寸贴片加工工艺优势与行业的应用指南

一、超大尺寸SMT加工的工艺特点
1. 区别于常规SMT的关键技术
超大尺寸加工需突破以下技术瓶颈:
1.1 多轨道动态校准系统:采用视觉定位与激光测距复合技术,补偿大板翘曲导致的贴装偏差(精度可达±25μm)
1.2 分段式回流焊设计:通过独立温区控制,避免大尺寸PCB因热膨胀系数差异引发的焊接缺陷
1.3 分布式贴装头架构:如双头异步贴装系统可提升30%以上生产效率
2. 核心设备选型标准
设备类型 | 关键参数 | 推荐配置 |
贴片机 | 最大板长支持 | Yamaha YSi-V(650mm) / ASM SIPLACE TX(800mm) |
回流焊炉 | 温区数量 | 12温区以上,带氮气保护 |
印刷机 | 刮刀行程 | 最小600mm行程,压力闭环控制 |
3. 与常规PCBA加工的对比优势
3.1 集成度提升:单板可整合多个功能模块,减少接插件使用(如车载中控板可减少15%连接线)
3.2 成本优化:相比多板拼接方案,物料成本降低8-12%
SMT超大尺寸贴片加工作为高端PCBA加工的重要分支,通过创新的设备架构与工艺控制手段,成功解决了大尺寸电子组件的制造难题。企业在实施过程中需重点关注板材选型、热管理设计和过程监控三大核心环节。
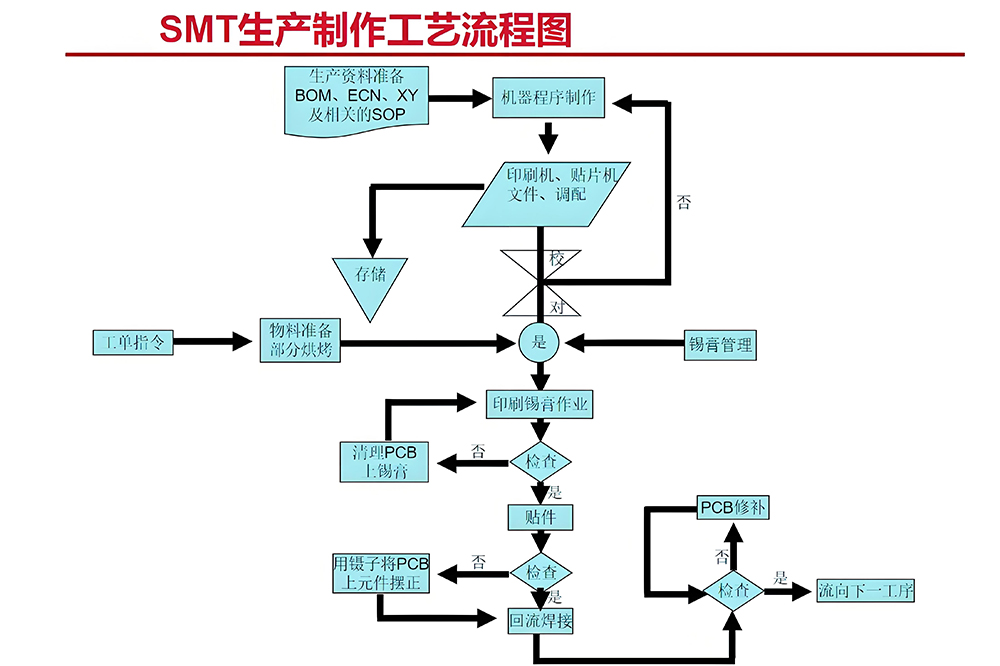
二、精细化工艺流程与关键控制点
一次成功的SMT超大尺寸贴片加工,依赖于对每个工艺环节的极致把控。
1. 来料与预处理工程:
1.1 PCB检验:除常规的电性能与外观检查外,需重点进行平整度测量,记录初始翘曲数据。
1.2 烘烤除湿:大尺寸PCB和吸湿性强的IC(如QFP)必须进行严格的低温长时间烘烤(如125°C, 4-8小时),防止回流时产生爆板或“ popcorn ”效应。
2. 锡膏印刷:
2.1 锡膏选择中高活性的免清洗Type 4或Type 5粉,以获得更好的印刷成型性和塌落阻抗。
2.2 采用阶梯钢网或局部加厚设计,以满足大功率元件(如MOSFET)的锡量需求与精密芯片(如0.4mm pitch BGA)的防桥连要求。
3. 精密元件贴装:
3.1 贴装顺序遵循“先高后低,先大后小,先密后疏”原则。对于超重元件(>30g),需评估点胶加固的必要性。
3.2 异形元件与连接器需制作专用吸嘴或夹具,并调试最优的贴装压力与速度。
4. 回流焊接:
4.1 严格控制升温速率(通常1.0-2.0°C/s),在预热区给予充分时间使板卡整体均温。
4.2 针对无铅工艺(峰值温度约235-245°C),液相线以上时间(TAL)需精确控制,在确保焊点质量的同时,尽量减少对PCB和元件的热应力冲击。
5. 检测与测试:
5.1 在线检测(AOI):配置大尺寸、高分辨率3D AOI,对焊点进行全检。算法需能适应因板卡轻微变形带来的图像差异。
5.2 X-Ray检测:针对底部阵列元件(BGA、LGA、QFN)的隐藏焊点,X-Ray设备需具备倾斜观测和断面扫描功能,以检测空洞、桥连和润湿不良。
5.3 功能测试(FCT)与边界扫描(JTAG):在PCBA加工的最后阶段,必须开发与之匹配的大型测试治具,实现电源、信号和系统的全面验证。
三、五大行业应用场景
1. 工业控制系统
1.1典型产品:PLC控制主板、HMI人机界面
1.2 技术要点:需通过3D SPI检测确保BGA器件,在振动环境下的焊接可靠性
2. 医疗影像设备,案例数据:CT扫描仪主控板(板尺寸580×420mm)采用分段回流焊后,虚焊率从1.2%降至0.3%
3. 新能源领域:光伏逆变器功率模块采用超大尺寸加工后,散热性能提升20%
4. 轨道交通:满足EN50155标准,针对振动环境特别优化焊点形态
5. 商用显示设备:86英寸LED拼接屏驱动板实现≤0.1mm的拼缝精度
SMT超大尺寸贴片加工通常指,针对长度或宽度超过460mm(18英寸)的PCB板进行的表面贴装工艺。这类加工广泛应用于高端服务器、大型通信设备、工业控制主机板、新能源功率模块及大型显示屏驱动板等领域。体可靠性,是高端PCBA加工能力的标志。
四、核心技术难点与突破路径
超大尺寸板卡的加工贯穿设计、制造与测试全流程,主要难点集中于以下几个方面:
1. PCB板变形与应力控制:大尺寸板材在回流焊高温下更易发生翘曲,变形量可能超出贴装精度公差。解决方案包括:
1.1 材料优选:采用高Tg(玻璃化转变温度)材料、对称叠层设计的覆铜板,或在核心层使用金属基板。
1.2 工艺补偿:在工程设计阶段,根据板材特性与热曲线模拟数据,进行预变形补偿设计。
1.3 治具辅助:使用耐高温合成石或铝合金载具(Carrier)在回流过程中提供支撑,并需精确计算载具热容对工艺窗口的影响。
2. 印刷与贴装精度全域一致性:大尺寸导致板卡边缘与中心的定位基准(Fiducial Mark)距离拉远,对设备的视觉系统、运动系统和校准算法提出挑战。
2.1 印刷环节:需采用大尺寸、高刚性的不锈钢网板,并应用多点支撑和分段张力控制技术。全自动光学印刷机(AOI SPI)需具备,大视场扫描与多区域拼图功能。
2.2 贴装环节:贴片机需配备超长行程的龙门架或多工作头协同系统。采用“全局对位+局部校准”策略,即在板卡四角及中心设置多个基准点,贴装头在移动到不同区域时进行动态补偿,确保全域贴装精度(如±25μm @ 3 Sigma)的一致性。
3. 回流焊接的热场均匀性控制:超大板卡在回流炉中易出现横向与纵向温差,导致冷焊或元件过热。
3.1 设备改造:选用宽体多温区回流炉(通常需12个以上温区),并配备上下独立控制的加热模块与强力对流风扇。
3.2 工艺优化:必须进行炉温跟踪测试,在板卡的多个关键位置(特别是四角和中心)布置热电偶,绘制实际温度曲线,优化炉温设定,确保所有区域的热量曲线均满足所有元件(特别是大体积BGA、QFN)的工艺要求。
4. 传输与支撑系统:产线需改造以适应超大尺寸板卡的平稳传输,避免振动和下垂。这包括加宽的传送导轨、可编程升降的中央支撑系统以及同步控制系统。
五、SMT贴片加工适配大功率元件的常见误区澄清
与常规SMT贴片加工相比,超大尺寸加工不仅意味着物理尺寸的扩大,更代表着对整线工艺协调性、设备承载能力、热变形控制和精度一致性的极限考验。其核心价值在于实现更高程度的系统集成,减少板间连接器,提升信号完整性和设备整误区1:大功率元件只能采用插件工艺,SMT贴片加工无法满足散热需求
这是行业内最常见的误区。事实上高导热PCB基板(如铜基板、陶瓷基板)、高效散热方案(如底部填充胶、水冷散热)的应用,SMT贴片加工的散热能力已大幅提升,完全能够满足中大功率元件(甚至数百瓦功率元件)的散热需求。如前文案例所示,采用AlN陶瓷基板+水冷散热的SMT贴片加工方案,可将IGBT模块的结温控制在100℃以下,散热效果优于传统插件工艺。
误区2:SMT贴片加工的焊点机械强度不足,无法承受大功率元件的重量和振动
这种观点忽略了底部填充、点胶固定等强化技术的作用。传统SMT贴片加工仅依赖焊锡层固定元件,机械强度确实有限,但通过底部填充胶填充元件底部缝隙、侧面点胶固定、金属底座螺丝固定等组合方案,可使大功率元件的机械连接强度达到甚至超过插件工艺。如某工业电源企业的测试数据显示,采用底部填充+点胶固定的SMT贴片加工方案,大功率MOSFET的抗振动能力(10g加速度)较插件工艺提升50%。
误区3:SMT贴片加工仅适用于小型元件,大型大功率元件无法实现自动化贴装
这一误区源于对SMT设备技术升级的不了解。目前重载贴片机的负载能力已达到200g,能够满足大多数大型大功率元件(如封装尺寸60mm×60mm、重量100g以下)的自动贴装需求,同时贴片机的视觉识别系统和定位精度已大幅提升,即使是特殊封装的大型功率元件,也能实现精准贴装。对于极少数重量超过200g的定制化功率模块,可采用“人工辅助贴装+自动化焊接”的混合工艺,兼顾生产效率和可靠性。
误区4:SMT贴片加工的焊接可靠性低于插件工艺,易出现虚焊、焊点开裂
焊接可靠性的关键在于工艺设计和参数优化,而非工艺本身。SMT贴片加工通过精准控制焊膏印刷量、贴装压力、回流焊温度曲线,结合AOI、X-Ray检测技术,可实现焊点缺陷率低于0.5%,可靠性高于传统插件工艺(人工操作易导致虚焊、假焊)。此外底部填充胶的应用可有效吸收热应力,减少焊点开裂风险,进一步提升焊接可靠性。

六、生产过程中的七大质量控制节点
1. 来料检验阶段
1.1 重点检测PCB平整度(翘曲度≤0.75%)
1.2 元器件耐温特性测试(需承受260℃×10s)
2. 钢网设计规范, 厚度选择:0.1mm(常规元件)与0.15mm(大功率器件)阶梯式设计
3. 贴装工艺窗口
3.1 0402以下小元件:速度≤80%最大理论CPH
3.2 大型IC:需开启真空吸附防偏移功能
4. 焊接参数优化,推荐温度曲线:
4.1 预热区:1.5-3℃/s升至150-180℃
4.2 回流区:峰值245-250℃维持45-60s
5. AOI检测策略:大尺寸板需采用"棋盘式分区扫描",单区检测时间控制在8s内
6. 功能测试方案: 开发模块化测试治具,支持并行检测
7. 可靠性验证:执行IST(Interconnect Stress Test)测试500次循环
七、专用设备生态系统与产线规划
构建超大尺寸SMT产线是一项系统工程,关键设备选型决定产能与品质上限。
1. 贴片机:需选择工作面积可覆盖板卡尺寸的机型,如ASM的SIPLACE TX系列、FUJI的NXT-III系列宽体型等。关注其重复精度、最大负载和Multi-Star对齐相机系统的性能。
2. 回流焊炉:品牌如HELLER、REHM、BTU的宽体炉型是主流选择。重点关注其温区数量、加热长度、冷却效率和氮气消耗量(若采用氮气工艺)。
3. 传输与软件系统:产线MES(制造执行系统)需支持“大板-小板”的混编生产,并能管理载具ID,实现工艺参数与载具的绑定追溯。
八、质量管控体系与行业标准
超越常规的品控是SMT超大尺寸贴片加工成功的基石。企业应建立基于数据驱动的管控体系:
1. 统计过程控制(SPC):对锡膏厚度、贴装精度、炉温曲线等关键参数进行实时监控与分析,预测并预防偏差。
2. 失效模式与影响分析(FMEA):预先对可能发生的开焊、移位、元件损坏等失效模式进行评估,并在工艺中设置防错措施。
3. 标准遵循:除了通用的IPC-A-610(电子组装可接受性标准)和J-STD-001(焊接电气和电子组件要求)外,需特别关注IPC-6012对刚性PCB资格与性能的规范,以及客户特定的可靠性测试要求(如温循、振动、跌落测试)。
SMT超大尺寸贴片加工绝非简单地将设备等比例放大,而是一项融合了材料科学、精密机械、热力学管理与数字化质量控制的系统性工程,它代表了现代SMT贴片加工技术的巅峰水平,是满足高端电子设备高集成、高可靠需求的关键使能环节。成功的实践要求企业不仅投资于尖端设备,更需构建深厚的工艺知识库和严谨的工程化管理体系,从而在复杂的PCBA加工市场中占据技术制高点,赢得持续竞争力。
SMT超大尺寸贴片加工工艺优势与行业应用指南,选择专业的SMT超大尺寸贴片加工服务,能为企业带来显著的制造优势。它通过整合优化从板材选型、阶梯钢网设计到分布式视觉对位的全流程,有效克服了板材翘曲、热应力不均等共性挑战,从而保障了焊接良率与长期可靠性。这不仅缩短了产品开发周期,更通过提升单板集成度降低了后续组装复杂度与整体成本,是企业在高端电子制造领域构筑核心竞争力的关键一环。
 客服1
客服1